The development trends of solar film of POE、EPE、EVA、PVB
Currently, the photovoltaic solar module industry is undergoing a transition period from PERC technology to N-type technology. N-type cells represented by TOPcon have begun to enter the mass production stage of explosive growth. This transformation has put forward higher requirements for the performance of the encapsulation film of photovoltaic modules.
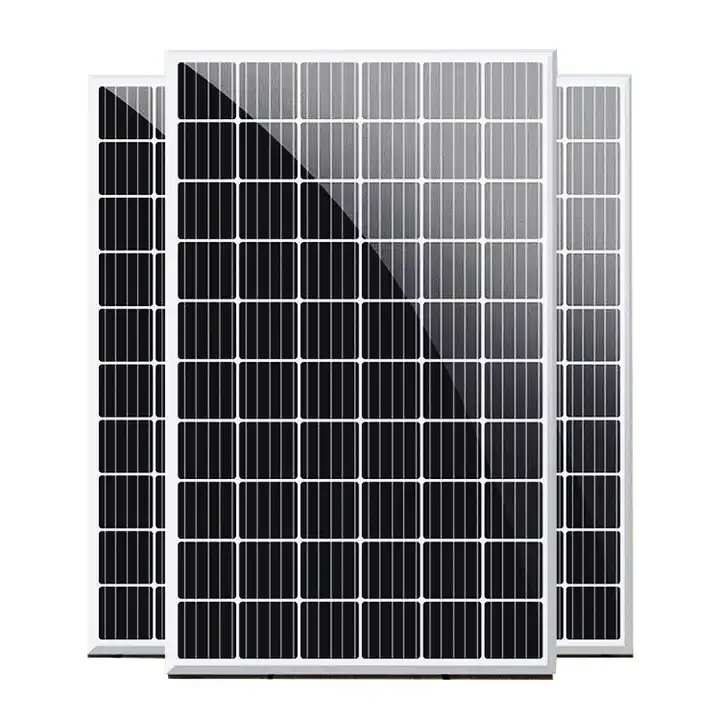
Photovoltaic film encapsulation materials are used between the solar glass/backsheet and solar cells. Their main function is to protect the solar cells, ensure that the photovoltaic modules are not affected by the external environment during operation, and extend the service life of the modules. Photovoltaic film has the characteristics of high light transmittance, resistance to UV yellowing due to moisture and heat, and good adhesion to glass and backplane. There are four main types of photovoltaic films commonly available on the market: transparent EVA film, white EVA film, POE film, and co-extruded EPE film.
Transparent EVA film is widely used due to its excellent encapsulation performance, high light transmittance and good cross-linking degree.
With the diversification of photovoltaic module packaging needs and the increase in the types of photovoltaic film products, the market share of transparent EVA film has decreased, but it will still be the most commonly used film product in the foreseeable future. White EVA film is made by adding white filler on the basis of transparent EVA film. It is mainly used for the back packaging of photovoltaic modules. It can greatly increase the reflectivity of light. Solar cells can make good use of these reflected light to generate electricity. , improve the overall power generation efficiency of the component. When white EVA film is used instead of transparent EVA film, the power gain of double-glass modules can reach 7-10W, while the power gain of single-glass modules is 1-3W.
As the successor product of EVA film, POE film has gradually emerged in the field of photovoltaic packaging materials. POE film not only has excellent electrical insulation and water vapor barrier properties, but also effectively resists the PID effect. In addition, POE film also has the characteristics of high elasticity, high strength and low temperature resistance, and will not produce any corrosive acidic substances. This material is mainly used for double-sided double-glass components, N-type components and shingled components that have high packaging requirements. Compared with EVA film, POE film is more technically complex in terms of formula and additive system. It also needs to solve problems such as slipping and bubbles that may occur during component lamination, which poses challenges to the technical capabilities of manufacturers. higher requirements.
EPE film is a multi-layer structural material made of two layers of EVA resin and one layer of POE resin through a co-extrusion process. In this structure, POE resin accounts for about 60% of the total materials, and EVA resin accounts for about 40%. EPE film strikes a balance between performance and cost, taking into account the good performance of POE film and the cost advantage of EVA film to a certain extent. Under the current background of limited supply of POE resin, EPE film is expected to occupy a certain market share. According to predictions from relevant agencies, in the next few years, as the market share of transparent EVA and white EVA film gradually declines, the market share of EPE film is expected to grow.